Introduction
In any oil facility, gas plant, or chemical or petrochemical plant, pressure safety valves (PSVs) play a crucial role in preventing damage and ensuring the safe operation of plant components such as equipment or piping,..etc. While their function might seem simple, their selection, sizing, and operation involve a myriad of factors that require careful consideration.
If you’d like to continue watching the video, you can just click on the below. Otherwise, you can continue reading!
Role of Pressure Safety Valves
When we talk about PSVs, we are generally talking about the last layer of protection of equipment against overpressure (if you’d like to dive in deep in equipment protection from overpressure, check our P&ID course), a condition that could potentially lead to catastrophic failure of equipment or piping systems. At their core, pressure safety valves serve as a final defense against overpressure.
Start your Career
Access Process Engineering Introduction Course
The working principle of PSVs is relatively straightforward. Under normal operating conditions, the valve remains closed, maintaining system pressure. However, when the pressure inside the equipment or vessel exceeds a pre-set threshold, the valve rapidly opens to release the excess pressure. This rapid opening is achieved through various mechanisms, including springs, bellows, or pilot-operated systems. The choice of mechanism depends on the specific application and performance requirements.
Upon activation, the PSV creates an escape path for the pressurized fluid, allowing it to discharge safely until the pressure drops to an acceptable level. Once the pressure is reduced, the valve re-seats, closing the escape path and returning the system to its normal operating state.
So as we see here, pressure safety valves play a critical role in safeguarding industrial processes by preventing overpressure incidents and ensuring the protection of personnel, equipment, and the environment.
Expected Overpressure Scenarios
So here, we see that a PSV works to relieve the overpressure. But here come several important questions:
- What is the source of overpressure?
- How overpressure shall Happen?
- How can we estimate the expected flow to be released in order to return the pressure to its normal operating range?
These questions are so important as they shall highly affect the sizing of the PSV. If we are considering that the source of overpressure is just some thermal expansion in the pipe, this shall mean that only a tiny flow needs to be relieved in order to avoid overpressure, which means that we can choose a small PSV in this case.
However, if the expected scenario is a total blockage in the line, then this tiny PSV won’t be able to relieve this huge flow, and overpressure would happen in this case. So we shall need much larger PSV in this case.
When it comes to sizing pressure safety valves, several scenarios must be considered. Each scenario represents a different potential cause of overpressure, requiring unique considerations for PSV sizing.
Let's go into P&IDs
P&ID journey: familiarize with P&ID details, anatomy, workflow, discover operation, maintenance & safety best practices
Fire Case
Fire scenario is one of the most common scenarios that are considered in a vessel. Depending on the layout of the equipment, a “pool fire” or “jet fire” scenario may be considered. In a pool fire, accumulated hydrocarbons on the ground or other surfaces ignite, heating the equipment. In a jet fire, a high-pressure gas leak ignites, creating a highly directional flame.
In the event of an external fire, liquid inside the vessel is subject to vaporization, which shall lead the pressure within a vessel to increase dramatically . So here, we shall need to ensure that a pressure safety valve is installed to release this pressure.
Blocked Outlet
A blocked outlet scenario arises when a block valve inadvertently closes or a control valve fails in the closed position on an outlet line.
In this case, if the piping or equipment to be protected are not designed to withstand the high pressure from the source, for example in the case of positive displacement pump discharge, the PSV must be sized to handle the total inlet flow of the pump.
PSV and Relief System Sizing
Learn PSV sizing for different scenarios, understand depressurization, blowdown & flare system components, and analysis.
Control Valve Failure
Control valves play a key role in regulating flow within a system. However, control valves are always prone to failure, whether it’s due to instrument air failure or due to mechanical failure where the stem gets stuck in the open or closed position. Failing or getting stuck in the closed position should be addressed by studying the applicability of blockage scenario.
However, a control valve can also be a source of overpressure if they fail in the open position, leading to an uncontrolled increase in flow rate. One of the common examples here is the gas blowby case.

For example, we can see in this system that there is a level control on V-01. If the level in V-02 starts to decrease, the control valve shall throttle in order to retain the liquid level in V-01. However, what shall be the case if the control valve failed in the open position? Or what if the level controller failed? What if LT-01 gave some false readings?
In all the above scenarios, this may lead to liquid getting evacuated from V-01. If all the liquid was evacuated, gas shall start to go through to V-02. This means that V-02 which is designed to handle 3 barg, shall be vulnerable to a pressure of 35 barg, which shall lead to overpressure in the system and cattastrophic failure.
So in case of control valve failure or gas blowby case, we should size the PSV based on the maximum flow rate a valve shall pass which commonly represents its rated CV. If you’d like to have a deeper understanding of control valve characteristics and CV, you can check out our control valve course.
Coolant Failure
A failure in the coolant system, such as a pump failure or loss of makeup water, can cause an increase in temperature and pressure within a system. This requires the PSV to handle the excess heat and pressure generated.
Factors Affecting PSV Sizing and Type
Relief Load
So based on the applicable overpressure scenarios, we shall choose the maximum relief load in order to size the PSV. Based on the highest relief load, we shall choose the PSV orifice area that ensures that the relief load can pass smoothly to the flare system. If the PSV has a small orifice area, pressure shall still accumulate in the upstream system, and system shall be prone to failure.
Flare Backpressure
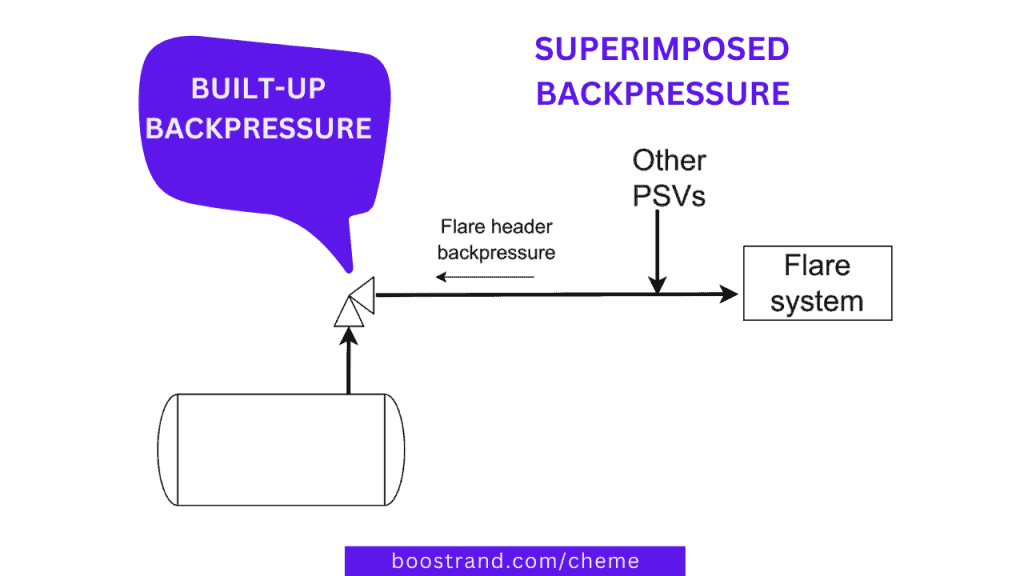
When a PSV opens to relieve overpressure, backpressure in a PSV can either be superimposed or built-up. Superimposed backpressure exists before the PSV opens and can be constant or variable. Built-up backpressure develops due to the flow of fluids through the PSV when it opens. Both forms of backpressure can affect the operation of the PSV and must be considered in its sizing.
PSV Types
There are several types of pressure safety valves, each suited to different applications and scenarios. These include:
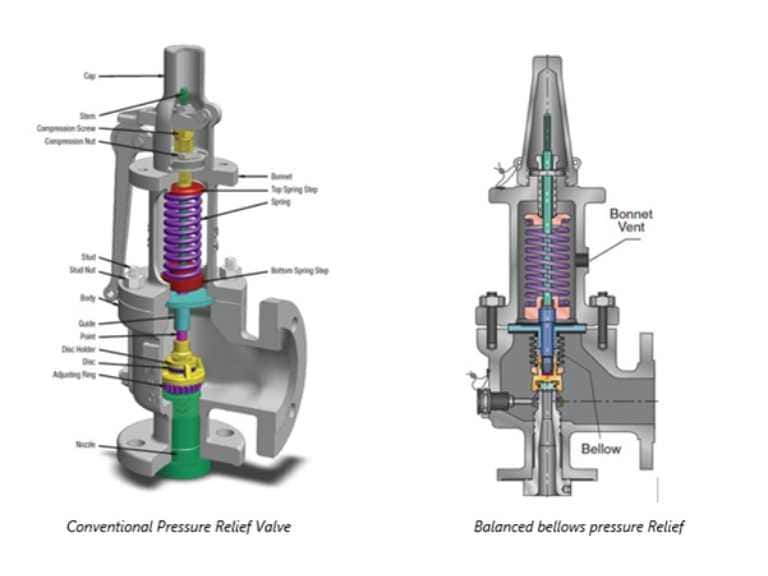
Conventional PSVs
As the oldest and most common type of PSV, conventional valves are versatile and reliable if properly sized and operated. However, their performance can be negatively impacted by excessive backpressure. That’s why they are commonly used when the flare backpressure is negligible.
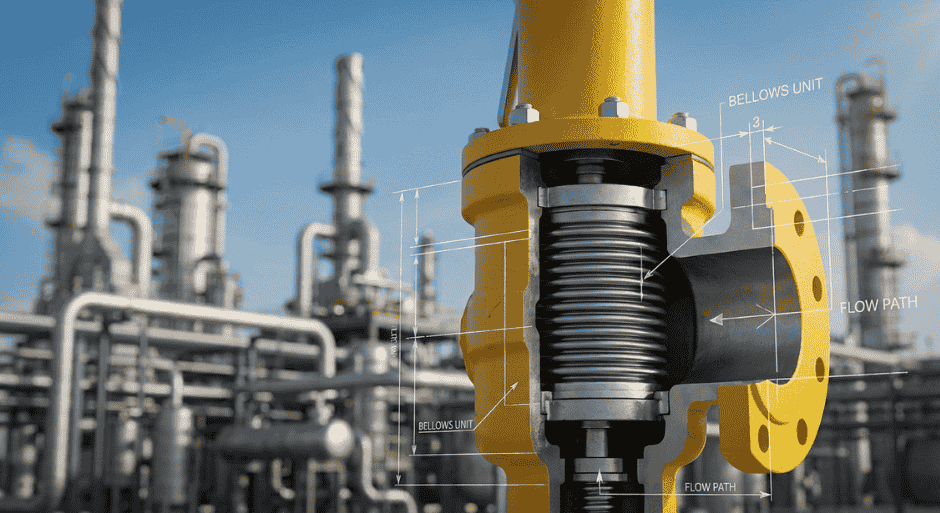
Balanced Bellows PSVs
Balanced bellows PSVs are designed to handle higher built-up backpressure and protect the valve’s spring from corrosion. However, the bellows can be susceptible to fatigue and rupture, leading to potential leaks. Balanced bellows valves are used when the flare backpressure is more than 20-30% of the PSV set pressure.

Pilot Operated PSVs
Pilot operated PSVs are controlled by process pressure rather than a spring, which allows them to operate at up to 98% of the set pressure. They are less susceptible to chattering (rapid opening and closing), but the pilot control can potentially plug, limiting their use in fouling services. Pilot valves are used when the PSV downstream system backpressure is too close to the PSV set pressure.
Process Engineering Masterclass
Become a Professional Process Engineer, discover process engineering career, role, activities and common practices with access to most of the courses here.
PSV Sizing Procedure
The sizing of pressure safety valves involves a detailed procedure that takes into account the various relief scenarios, the properties of the fluid being relieved, and the operating conditions of the system. The process generally involves these steps:
- Evaluate the applicable relief scenarios and potential causes of overpressure.
- Calculate the required relief area for each scenario.
- Based on the governing case, calculate the required orifice and valve body size.
- Calculate the inlet line size. API 520 dictates that the pressure drop is less than 3% of the relieving pressure (set pressure).
- Perform a preliminary estimate of the PSV tailpipe (outlet pipe) size.
- Perform a flare system modeling using software like Aspen Flare Analyzer to determine the total backpressure and the most suitable tailpipe size.
- Select the type of PSV based on the application and backpressure considerations.
You can work through this entire sizing procedure — relief load, orifice selection, and inlet/outlet sizing — using the Calcpad PSV Sizing Tool.
Conclusion
In conclusion, pressure safety valves are critical components in any industrial setup involving pressure systems. Their correct sizing and selection is essential for preventing overpressure scenarios that could potentially lead to equipment failure and hazardous situations. By considering various relief scenarios, applying appropriate codes and standards, and carefully calculating the required relief area, we can ensure that our system is protected from overpressure.
Start your Career
Access Process Engineering Introduction Course
Share this:
[…] creation of a PFD is typically based on the output of process simulation software. We have discussed plant simulation’s role in a project in the previous article. In a nutshell, process simulation involves using specialized software to model and analyze the […]